에이 굽힘 금속 기계 시트, 바, 튜브, 와이어 등의 금속 공작물을 절단이나 용접 없이 정확한 각도, 곡선 또는 복잡한 3차원 형상으로 변형하도록 설계된 산업용 장비입니다. 핵심 결론은 간단합니다. 생산 라인에 대규모로 일관되고 반복 가능한 금속 형상이 필요한 경우 전용 벤딩 머신은 선택 장비가 아니라 작업 흐름의 중추입니다. 수동 굽힘은 인적 오류, 일관되지 않은 굽힘 반경 및 작업자 피로를 유발합니다. 기계화 굽힘은 세 가지를 모두 제거합니다.
최신 금속 벤딩 머신은 3mm 연강판을 벤딩할 수 있는 간단한 유압 프레스 브레이크부터 단일 자동화 사이클로 40개의 개별 벤딩 시퀀스를 실행할 수 있는 정교한 CNC 다축 시스템까지 다양합니다. 예를 들어 중간 범위의 CNC 프레스 브레이크는 수동 작업으로는 본질적으로 달성할 수 없는 ±0.1°의 각도 반복성을 달성할 수 있습니다. 자동차 브래킷, HV에이C 덕트, 가구 프레임, 전기 인클로저 및 기타 수백 가지 제품 범주의 경우 이러한 수준의 정밀도는 사치가 아니라 제조 요구 사항입니다.
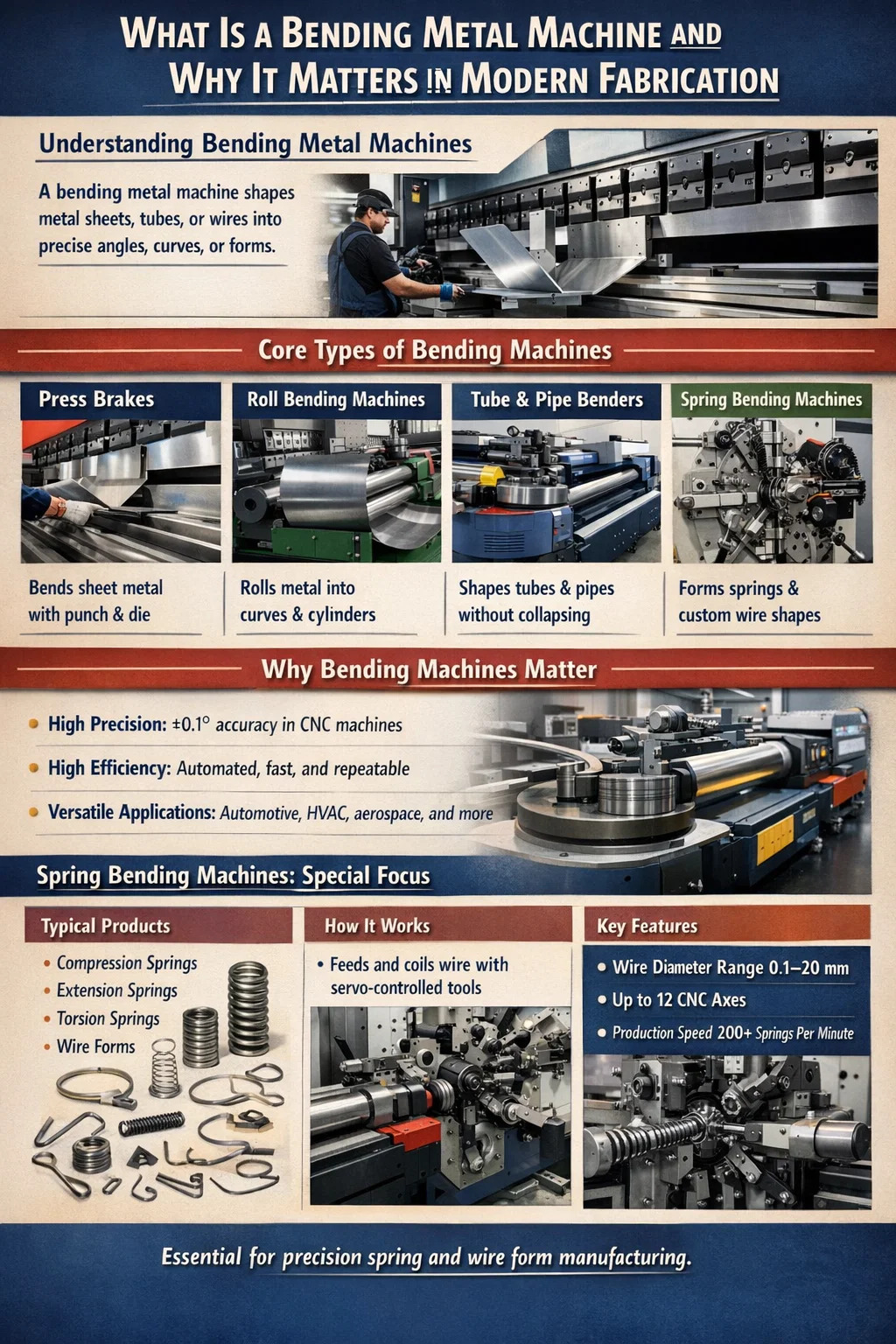
스프링 벤딩 머신은 더 광범위한 벤딩 머신 제품군의 특수 하위 집합입니다. 일반적인 절곡기는 판금에 초점을 맞추고 있지만, 스프링 벤딩 머신 와이어 또는 로드 스톡을 압축 스프링, 인장 스프링, 비틀림 스프링 및 맞춤형 와이어 형태로 감고, 감고, 형성하도록 특별히 설계되었습니다. 이 두 가지 기계 유형은 동일한 시설에 공존하는 경우가 많으며, 두 기계 유형이 서로 어떻게 보완되는지 이해하는 것은 모든 제조 관리자가 장비를 소싱하는 데 필수적입니다.
"굽힘 금속 기계"라는 용어는 여러 가지 별개의 기계 아키텍처를 포괄하는 포괄적인 의미입니다. 적용 분야에 맞지 않는 유형을 선택하면 부품 품질이 떨어지고 툴링이 과도하게 마모되며 불필요한 자본 지출이 발생합니다. 다음은 주요 카테고리의 구조화된 분석입니다.
프레스 브레이크는 전 세계적으로 가장 널리 사용되는 판금 벤딩 머신입니다. 펀치와 다이 세트를 사용하여 직선을 따라 국부적인 힘을 가하여 스트로크당 단일 굽힘을 생성합니다. 유압식 프레스 브레이크는 6미터 이상의 굽힘 길이에 걸쳐 최대 25mm 두께의 강판을 굽히는 중부하 작업에 주로 사용됩니다. 2018년부터 점점 더 인기를 끌고 있는 전기 서보 프레스 브레이크는 유압식 브레이크에 비해 30~50%의 에너지 절약을 제공하고 얇은 게이지 작업(0.5~3mm)에 더 빠른 사이클 시간을 제공합니다. CNC 프레스 브레이크는 프로그래밍 가능한 백 게이지 위치 지정, 자동 크라우닝 보정, 다단계 굽힘 순서 지정을 추가하여 부품 프로그램 간 전환 시 설정 시간을 몇 시간에서 몇 분으로 단축합니다.
플레이트 롤러 또는 섹션 벤더라고도 불리는 롤 벤딩 기계는 2개 또는 3개의 구동 롤을 사용하여 금속을 호, 링 또는 원통형으로 연속적으로 구부립니다. 이는 압력 용기 제조, 파이프 생산, 건축 철골 작업 및 탱크 제작에 없어서는 안 될 요소입니다. 3롤 대칭형 기계는 평판에서 대구경 실린더를 생산하기 위한 표준입니다. 4롤 기계는 앞쪽 가장자리를 미리 구부리는 네 번째 롤을 추가하여 3롤 디자인의 전형적인 한계인 평평한 지점을 제거합니다. 기계 톤수와 롤 직경에 따라 150mm의 좁은 곡선부터 수 미터에 걸친 완만한 호까지 굽힘 반경을 달성할 수 있습니다.
튜브 벤딩 머신은 단면을 무너뜨리지 않고 원형, 정사각형 또는 직사각형 튜브 등 중공 부분을 구부립니다. 가장 정밀한 방법인 로터리 드로우 벤딩은 튜브를 폼 다이에 고정하고 고정 벤드 다이 주위로 회전시키며, 종종 벽 붕괴를 방지하는 내부 맨드릴을 사용합니다. 이 방법은 자동차 배기 시스템, 롤 케이지, 자전거 프레임 및 항공우주 유압 라인의 표준입니다. 멀티 스택 툴링 헤드가 있는 CNC 튜브 벤더는 서로 다른 평면에서 여러 벤딩이 필요한 부품을 생산할 수 있습니다. 단일 자동차 배기 부품에는 순서대로 프로그래밍된 8~12개의 개별 벤딩이 있을 수 있습니다.
와이어 벤딩 머신과 스프링 벤딩 머신은 더 작은 직경의 스톡(일반적으로 직경 0.1mm ~ 20mm의 와이어)을 처리하고 이를 복잡한 2차원 또는 3차원 와이어 형태, 클립, 브래킷, 후크 및 스프링으로 만듭니다. 이 범주는 집중적으로 논의할 가치가 있으며 후속 섹션에서 자세히 다룹니다.
| 기계 유형 | 주요 재료 | 일반적인 공차 | 공통산업 |
|---|---|---|---|
| CNC 프레스 브레이크 | 판금 0.5~25mm | ±0.1° | HVAC, 전자, 건설 |
| 플레이트 롤 | 최대 100mm의 플레이트 | 직경 ±1~2mm | 압력 용기, 탱크 |
| CNC 튜브 벤더 | 튜브 외경 6~200mm | ±0.2° | 에이utomotive, aerospace |
| 스프링 벤딩 머신 | 와이어 0.1~20mm | ±0.05mm 피치 | 스프링, 와이어 폼, 클립 |
에이 스프링 벤딩 머신 - 구성에 따라 스프링 코일링 기계, CNC 스프링 포머 또는 와이어 성형 기계라고도 함 - 높은 처리량으로 와이어 스톡을 스프링 및 와이어 형태로 가공하도록 설계된 고도로 전문화된 굽힘 금속 기계입니다. 작동 원리를 이해하면 왜 단순히 범용 벤딩 머신으로 교체할 수 없는지 명확하게 알 수 있습니다.
와이어는 스풀에서 뽑아내거나 코일에서 곧게 펴고 정밀 가이드 롤러를 통해 성형 영역으로 공급됩니다. 일반적으로 서보 구동식 핀치 롤 시스템인 피드 메커니즘은 분배되는 와이어의 길이를 ±0.05mm의 정확도로 제어합니다. 성형 영역에서는 코일링 포인트 또는 성형 도구가 와이어를 편향시켜 코일 직경을 생성합니다. 피치 도구는 코일의 축방향 전진을 동시에 제어하여 스프링의 자유 길이와 피치를 결정합니다. 회전식 커터 또는 캠 구동 캠 나이프 등의 절단 메커니즘은 프로그래밍된 지점의 와이어에서 완성된 스프링을 절단합니다.
CNC 스프링 벤딩 기계에서는 모든 축(피드 길이, 코일링 지점 위치, 피치 공구 각도 및 절단 타이밍)이 독립적으로 서보로 제어되고 중앙 모션 컨트롤러를 통해 동기화됩니다. Wafios, Itaya 또는 Bamatec과 같은 제조업체의 고급 기계는 다음을 초과하는 속도로 압축 스프링을 생산할 수 있습니다. 분 당 200 조각 수동 스프링 권선으로는 접근할 수 없는 치수 반복성을 갖춘 소직경 와이어(1mm 미만)용입니다.
스프링백(굽힘 후 금속의 탄성 회복)은 모든 금속 굽힘 작업의 핵심 과제이지만 스프링 제조에서는 특히 중요합니다. 스프링의 기능적 성능은 정확한 기하학적 치수(자유 길이, 코일 직경, 피치)에 따라 달라지므로 치수 편차를 유발하는 스프링백은 하중 사양에 실패한 스프링으로 직접 변환됩니다. CNC 스프링 벤딩 기계는 스프링백을 알고리즘적으로 보상합니다. 제어 소프트웨어는 탄성 회복 후 완성된 스프링이 목표 치수에 도달하도록 계산된 양만큼 와이어를 과도하게 구부립니다. 이 초과 굽힘 값은 와이어 재료, 직경, 조임 조건 및 굽힘 반경에 따라 달라지며 최신 기계는 신속한 작업 전환을 위해 재료 라이브러리에 이러한 값을 저장합니다.
절곡기, 스프링 벤딩기, 튜브 벤더 등 금속 굽힘 기계를 구입하려면 기계가 실제로 부품을 생산할 수 있는지 여부를 결정하는 일련의 기술 매개변수를 평가해야 합니다. 부품 요구 사항에 대해 이러한 수치를 확인하지 않고 영업 사원의 설명에만 의존하는 것은 회사가 작업을 수행할 수 없는 기계를 갖게 되는 방식입니다.
구부러지는 재료에 따라 툴링 선택, 톤수 요구 사항, 스프링백 보상 및 달성 가능한 굽힘 반경이 결정됩니다. 모든 금속이 똑같이 구부러지는 것은 아니며 연강에 최적화된 금속 굽힘 기계는 경화된 스프링 강철이나 티타늄을 구부리려고 할 때 완전히 다른 결과를 생성하거나 완전히 실패할 수 있습니다.
굽힘 금속 기계에 대한 기본 참조 자료입니다. 연강(항복 강도 약 250 MPa)은 관대하고 깔끔하게 구부러지며 적당한 스프링백을 갖습니다. 이는 기계 톤수 등급 및 다이 오프닝 권장 사항에 사용되는 재료입니다. 등급 S235 또는 A36 연강은 균열 없이 0.5× 재료 두께의 최소 내부 굴곡 반경까지 안정적으로 구부러집니다.
자동차 차체 구조에 사용되는 HSLA 강철(항복 강도 350~700MPa) 및 AHSS 등급은 구부리는 데 훨씬 더 많은 톤수가 필요합니다. 동등한 연강 두께에 필요한 톤수의 2~3배 . 스프링백도 비례적으로 더 높습니다. HSLA 강철의 90° 굽힘은 스프링백 복구 후 90°를 달성하기 위해 펀치를 84~87°로 프로그래밍해야 할 수도 있습니다. 굽은 선에서 균열이 발생하는 것을 방지하려면 다이 개구부도 넓어야 합니다.
에이ustenitic stainless steels (304, 316) work-harden during bending, which increases resistance as bending progresses. They require approximately 50% more tonnage than mild steel of the same thickness and exhibit pronounced springback. Tool surfaces must be kept clean to prevent stainless steel from picking up contamination, which causes corrosion in service.
에이luminum requires less tonnage than steel but is more prone to surface marking and cracking if bent across the grain direction of the sheet. Temper condition is critical: 5052-H32 bends readily to a 1× thickness radius, while 6061-T6 in the same thickness may crack unless the bend radius is increased to 3–4× thickness. Spring bending machines processing aluminum wire for the electrical or packaging industries must use polished guides and forming tools to prevent surface damage.
스프링강(일반적으로 고탄소강(0.6~1.0% 탄소) 또는 51CrV4와 같은 합금 스프링강)은 스프링 벤딩 기계의 주요 재료입니다. 이러한 소재는 항복 강도가 1,000~2,000MPa에 달하고 스프링백이 매우 높습니다. 스프링 벤딩 기계는 와이어의 항복 강도를 초과하는 성형력을 적용하는 동시에 스프링의 최종 형상을 결정하는 소성 변형을 정밀하게 제어할 수 있어야 합니다. 뮤직 와이어(ASTM A228)는 가장 일반적인 스프링 와이어 등급입니다. 정밀 압축 스프링의 70% 이상 인장 강도와 표면 품질이 일정하기 때문에 음악선이나 경선으로 감겨 있습니다.
| 소재 | 항복강도(MPa) | 스프링백 레벨 | 최소 굽힘 반경 | 톤수 대 연강 |
|---|---|---|---|---|
| 연강(A36) | 250 | 낮음 | 0.5×티 | 1×(기준선) |
| HSLA 스틸 | 450~700 | 높음 | 1.5~2×t | 2~3× |
| 304 스테인레스 | 310 | 중간-높음 | 1×티 | 1.5× |
| 6061-T6 알루미늄 | 276 | 중간 | 3~4×t | 0.5× |
| 뮤직 와이어(ASTM A228) | 1,500~2,000 | 매우 높음 | 0.5~1×d | 스프링 기계만 해당 |
모든 벤딩 금속 기계는 수동, 기본 제어가 포함된 유압/기계 또는 전체 CNC의 세 가지 제어 계층 중 하나에 속합니다. 각 계층에는 고유한 기능 대비 비용 프로필이 있으며 올바른 선택은 생산량, 부품 복잡성 및 사용 가능한 운영자 기술에 따라 달라집니다.
수동 폴더 브레이크, 수동식 박스 및 팬 브레이크, 수동 조정 스프링 코일링 기계는 프로토타입 작업, 매우 적은 양의 생산(실행당 부품 50개 미만) 또는 부품 다양성이 매우 높고 설정이 지속적으로 변경되는 상황에 적합합니다. 자본 비용이 낮습니다. 1m에 걸쳐 1.2mm 강철을 구부릴 수 있는 수동 폴더 브레이크를 $500~$3,000에 구입할 수 있습니다. 그 대신 작업자에 따라 달라지는 품질, 느린 처리량, 더 무거운 게이지에 대한 상당한 물리적 노력이 필요합니다. 스프링 제조 측면에서 수동 스프링 권선 선반은 CNC 프로그래밍 시간이 부품 가치를 초과하는 프로토타입 제작 및 맞춤형 단일 부품 주문에 여전히 사용됩니다.
간단한 깊이 정지 기능과 수동으로 설정된 백 게이지를 갖춘 유압식 프레스 브레이크는 전 세계 중소 제조 공장의 주력 제품입니다. 이러한 기계는 견고하고 유지 관리가 상대적으로 간단하며 힘든 작업을 수행할 수 있습니다. 기본 2축 백 게이지를 갖춘 100톤, 2.5m 유압 프레스 브레이크의 가격은 일반적으로 브랜드와 원산지에 따라 $15,000~$40,000입니다. 이는 부품당 하나 또는 두 개의 굽힘이 필요한 연강 또는 알루미늄의 직선 플랜지, 채널 및 앵글과 같은 간단한 부품의 중간 볼륨 실행에 매우 적합합니다.
완전한 CNC 제어는 벤딩 머신을 프로그래밍 가능한 제조 셀로 변환합니다. CNC 절곡기에는 수백 개의 부품 프로그램이 저장되어 있으며 각 프로그램은 굽힘 순서, 백 게이지 위치, 펀치 이동 깊이, 크라우닝 수정 및 재료 매개변수를 정의합니다. 작업자가 프로그램을 선택하고 부품을 로드하면 기계가 전체 굽힘 순서를 자동으로 실행합니다. 반복 작업을 위한 설정 시간은 45~90분(수동으로 설정된 시스템에서)에서 5분 미만으로 단축됩니다. 하루에 20~30개의 서로 다른 부품 번호를 운영하는 공장의 경우 이러한 비생산 시간 감소는 CNC 시스템의 가격 프리미엄보다 연간 더 많은 가치가 있습니다.
CNC 스프링 벤딩 기계는 유사한 이점을 제공합니다. 스프링 프로그램이 작성되고 검증되면 모든 후속 생산 실행은 알려진 양호한 기준선에서 시작됩니다. 코일 직경, 자유 길이, 피치 등의 매개변수 변경에는 기계적 조정이 아닌 소프트웨어 편집만 필요합니다. Wafios(독일)와 Itaya(일본)의 선도적인 CNC 스프링 기계 컨트롤러에는 실시간 치수 피드백이 포함되어 있습니다. 통합 측정 시스템은 모든 스프링을 프로그래밍된 사양과 비교하여 공차를 벗어난 부품을 자동으로 거부합니다. 첫 번째 기사 검증 시간이 60~80% 단축됩니다. 수동으로 설정된 코일링 기계와 비교됩니다.
벤딩 머신의 성능은 툴링만큼만 가능합니다. 절곡기의 경우 펀치 및 다이 세트에 따라 최소 굽힘 반경, 달성 가능한 굽힘 각도 및 최대 재료 두께가 결정됩니다. 스프링 벤딩 기계의 경우 코일링 도구, 피치 도구 및 절단 도구가 생산할 수 있는 스프링 형상을 정의합니다. 툴링은 총 소유 비용 계산에 포함되어야 하는 반복 비용입니다.
표준 유럽 스타일(Trumpf/Wila 호환) 프레스 브레이크 툴링은 사실상 글로벌 표준이 되었으며, 한 제조업체의 툴링은 수십 개의 다른 제조업체의 기계를 장착했습니다. 펀치 프로파일은 단단한 플랜지를 위한 예각 펀치(30°)부터 깊은 상자 굽힘을 위한 구즈넥 펀치, 반경이 0인 접힘을 위한 헤밍 펀치까지 다양합니다. V-다이 개구부는 재료 두께를 기준으로 선택됩니다. 업계의 경험 법칙은 V-오프닝 = 6-10× 에어 벤딩용 재료 두께입니다. 표준 구성의 경화 공구강 펀치 및 다이는 재연마가 필요하기 전까지 500,000~1,000,000스트로크 동안 지속됩니다. 특수 툴링(반경 굽힘용 롤러 팔로워, 좁은 플랜지용 오프셋 펀치)은 다양성을 추가하지만 툴링 재고 비용을 증가시킵니다.
스프링 벤딩 기계의 툴링은 프레스 브레이크 툴링보다 응용 분야에 더 가깝습니다. 코일링 포인트는 일반적으로 고속에서 고장력 와이어의 지속적인 마모를 견딜 수 있도록 팁이 있는 텅스텐 카바이드입니다. 코일링 지점은 교체 전 5천만~2억 주기 동안 지속될 수 있지만 이는 와이어 표면 상태 및 윤활에 따라 크게 달라집니다. 피치 도구, 가이드 튜브 및 절단 도구도 마찬가지로 마모되기 쉬우므로 정기적으로 점검해야 합니다. 특히 대량 생산 스프링의 경우 툴링 소모품 재고를 유지하면 비용이 많이 드는 계획되지 않은 가동 중지 시간을 방지할 수 있습니다. CNC 스프링 벤딩 기계의 새로운 스프링 프로파일을 위한 전체 툴링 세트 비용은 복잡성에 따라 $200~$2,000이며, 이는 특이한 부품 형상을 위한 프레스 브레이크 툴링 비용에 비하면 적당한 수준입니다.
모든 굽힘 금속 기계 작업에는 반복되는 품질 문제가 발생합니다. 기계, 툴링, 자재, 프로그래밍 등 근본 원인을 식별하는 것이 문제 해결의 전제 조건입니다. 다음은 프레스 브레이크 및 스프링 벤딩 작업에서 발생하는 가장 일반적인 결함과 그 원인 및 수정 사항입니다.
증상: 90° 굽힘은 중앙에서 90°를 측정하지만 끝에서는 92°를 측정하거나 그 반대의 경우도 마찬가지입니다. 프레스 브레이크의 원인: 하중을 받는 기계 프레임의 휘어짐(휘어짐)으로 인해 베드 중앙이 끝 부분보다 더 많이 휘어집니다. 수정: 크라우닝 시스템을 활성화합니다. 기계에 크라우닝이 부족한 경우 중앙 부분이 더 두꺼운 세그먼트 다이를 사용하거나 굽힘 길이를 줄여 기계의 정격 직선 굽힘 용량 내에서 유지하십시오. 스프링 벤딩 기계에서 스프링 길이에 따른 피치 변화는 마모된 피치 도구 또는 일관되지 않은 와이어 직선화를 나타냅니다.
증상: 동일한 프로그램으로 구부러진 부품이 단일 배치 내에서 또는 배치 간에 약간 다른 각도로 나옵니다. 원인: 코일이나 시트 사이의 재료 특성 변화. 동일한 등급의 인증된 재료라도 생산 히트 사이의 항복 강도는 ±5~10%까지 달라질 수 있습니다. 수정: 공기 굽힘 대신 바닥 굽힘(코이닝)은 더 높은 톤수를 희생하면서 스프링백 변화를 제거합니다. 재료는 두께에 따라 완전히 소성 변형됩니다. 스프링 굽힘의 경우 이는 자유 길이 분산으로 나타나며 와이어 공급업체 사양(인장 강도 범위)을 강화하고 와이어 직선화를 개선하며 폐쇄 루프 피드백 측정을 사용하여 실시간으로 성형 매개변수를 조정함으로써 수정됩니다.
증상: 굴곡의 외부 표면에 미세한 균열이나 눈에 보이는 균열이 발생합니다. 원인: 재료에 비해 굽힘 반경이 너무 빡빡하거나, 재료의 결 방향(압연 방향)에 반대되는 굽힘, 연성이 불충분한 경화 재료 사용. 수정: 내부 굽힘 반경을 늘립니다(대부분의 강의 경우 가로 방향으로 재료 두께의 최소 1배, 더 단단한 합금의 경우 세로 방향으로 2배). 판금의 경우 굽힘선이 롤링 방향에 수직이 되도록 부품의 방향을 지정합니다. 스프링 와이어의 경우 균열은 와이어 표면 결함 또는 해당 와이어 직경 및 템퍼에 대한 최소값 미만의 코일링 반경을 나타냅니다.
증상: 스프링 자유 길이는 공칭 값에서 시작하여 프로그램 변경 없이 생산 실행 과정에서 점진적으로 증가하거나 감소합니다. 원인: 기계가 냉간 시동에서 예열됨에 따라 기계 피드 롤러 또는 성형 도구의 열팽창 또는 코일링 지점의 점진적인 마모로 인해 유효 코일링 반경이 변경됩니다. 수정: 생산 측정 전에 15~20분의 예열 시간을 허용합니다. 실행 전반에 걸쳐 통계적 공정 관리 차트에서 자유 길이를 모니터링하고 기록합니다. 임의의 시간 간격이 아닌 측정된 길이 드리프트를 기반으로 공구 교환 간격을 설정합니다.
벤딩 금속 기계에 가장 크게 의존하는 산업을 이해하면 이 장비 범주의 규모와 기계 선택 및 유지 관리에 관련된 이해관계를 맥락화하는 데 도움이 됩니다.
에이 single passenger vehicle contains an estimated 100~200개의 개별 스프링 부품 — 밸브 스프링, 서스펜션 스프링, 시트 스프링, 브레이크 리턴 스프링, 클러치 스프링, 수십 개의 와이어 클립 및 리테이너. 이들 모두는 스프링 벤딩 머신에서 생산됩니다. 판금 벤딩 머신은 차체 보강재, 브래킷, 열 차폐물 및 구조 부재를 생산합니다. 자동차 산업의 공차 요구 사항은 연간 수백만 단위로 측정되는 생산량과 결합되어 공정 중 측정 및 통계적 공정 제어 기능을 갖춘 CNC 벤딩 머신을 필수적으로 만듭니다.
에이erospace applications demand traceability and certification at every production step. CNC bending machines in aerospace facilities must maintain complete audit trails — recording which program was used, what the machine parameters were, and what the measured dimensions of each part were. Titanium, Inconel, and aluminum-lithium alloys present extreme bending challenges: titanium's springback is 강철의 약 2배 동일한 두께에서는 정교한 오버벤드 보상이 필요합니다. 항공우주 분야의 스프링 벤딩 기계는 필수 하중 테스트를 통해 검증된 정확한 하중 사양에 맞게 랜딩 기어 스프링, 이젝터 시트 스프링 및 제어 케이블 리턴 스프링을 생산합니다.
전자 산업에서는 스프링 벤딩 기계를 사용하여 인청동, 베릴륨 구리부터 스테인리스강에 이르는 다양한 재료로 커넥터, 배터리 접점, 스위치 스프링 및 와이어 형태 리테이너용 접점 스프링을 생산합니다. 이러한 부품은 매우 작은 경우가 많습니다(와이어 직경은 0.1~0.5mm가 일반적임). ±0.02mm의 치수 공차로 분당 수백 개의 부품을 생산해야 합니다. 판금 벤딩 머신은 알루미늄과 강철로 전자 장비용 인클로저, 섀시, 방열판 브래킷을 생산합니다.
프레스 브레이크와 폴더 브레이크는 건설 및 HVAC 금속 제조에 주로 사용되며, 아연도금 강철, 알루미늄 및 스테인리스 강판으로 덕트, 후레싱, 페이셔 패널, 구조용 브래킷, 상인방 각도 및 장비 인클로저를 생산합니다. HVAC 거래를 담당하는 판금 공장에서는 다양한 게이지 재료와 부품 크기를 처리하기 위해 다양한 용량의 절곡기 3~8개를 작동할 수 있습니다. 이들 작업장의 생산성은 교대당 구부러진 프로파일의 선형 미터로 측정됩니다. 잘 작동되는 CNC 프레스 브레이크 작업을 통해 생산성이 향상될 수 있습니다. 8시간 교대당 2,000 ~ 4,000 선형 미터의 굽은 제품 , 부품의 복잡성과 재료에 따라 다릅니다.
의료용 스프링 및 와이어 형태(카테터 가이드 와이어, 수술용 클립 스프링, 임플란트 고정 스프링 및 진단 장비 구성 요소)는 정밀 스프링 벤딩 기계에서 생의학 등급 사양에 맞게 생산됩니다. 이 부문의 재료에는 316L 스테인리스강, 니티놀(니켈-티타늄 형상기억합금) 및 티타늄이 포함됩니다. 스프링 벤딩 기계에서 니티놀 와이어를 성형하는 것은 특히 까다롭습니다. 재료의 초탄성 거동으로 인해 표준 스프링백 모델이 적용되지 않으며 도구 경로는 각 부품 형상에 대해 경험적으로 개발되어야 합니다.
금속 굽힘 기계(특히 스프링 굽힘 기계)를 소싱하려면 대부분의 자본 장비 구매보다 더 많은 실사가 필요합니다. 그 이유는 기계의 기능이 응용 분야별로 매우 다르고 공급업체 간의 성능 차이가 크기 때문입니다. 다음 체크리스트는 새 제품, 리퍼브 제품, 중고품 구입 여부에 관계없이 적용됩니다.
에이 supplier who can run your actual sample parts on their demonstration machine and show you the first-article inspection results is infinitely more valuable than one who provides only specification sheets. Insist on a machine demonstration with your wire or sheet material before committing to a purchase. Ask for references from customers in your industry and contact them. Ask specifically about accuracy over time (not just out-of-box performance), spare parts availability, and technical support responsiveness when the machine goes down during production.
금속 절곡 기계의 구매 가격은 일반적으로 10년 작동 수명 동안 총 소유 비용의 40~60%입니다. 균형은 툴링(프레스 브레이크 기계 수명 동안 $5,000~$50,000), 유지 관리 및 예비 부품(연간 구매 가격의 2~4% 예산), 에너지 소비(80톤 유압 프레스 브레이크는 약 7.5kW를 소비하고 동등한 전기 서보 기계는 평균 1.5~2kW를 소비함) 및 작업자 교육으로 구성됩니다. 스프링 벤딩 기계의 경우 설정 중에 와이어 스크랩 비용을 추가하십시오. CNC 기계에서 제대로 프로그래밍되지 않은 스프링 성형 작업은 좋은 샘플이 얻어지기 전에 5~15kg의 와이어를 소비할 수 있습니다. 음악 와이어의 경우 $3~$8/kg로 설정당 원자재 손실이 $15~$120에 해당합니다.
에이 used press brake from a reputable manufacturer — AMADA, Trumpf, Bystronic, LVD — can deliver 80–90% of new machine capability at 30–50% of the purchase price, provided the machine has been properly maintained and the CNC controller and hydraulic system are in good condition. Key inspection points include ram parallelism (check with a precision level across the ram at multiple positions), back-gauge positioning accuracy (verify with a test program running 20 consecutive positioning cycles and measuring variation), and hydraulic oil condition and system pressure stability. For used spring bending machines, inspect coiling tool wear, feed roller condition, and verify the control system can communicate with current programming software — obsolete proprietary controllers can make a machine effectively unusable if the software is no longer supported.
프레스 브레이크와 스프링 벤딩 기계는 금속 가공에서 가장 부상을 당하기 쉬운 공작 기계 중 하나입니다. 특히 프레스 브레이크는 빠르게 닫히는 펀치와 다이로 인해 손과 손가락 부상이 오랫동안 발생했습니다. 현대 안전 표준은 부상률을 크게 줄였지만 규정을 준수하려면 관련된 특정 안전 시스템을 이해해야 합니다.
스프링 벤딩 기계는 다른 부상 프로필을 나타냅니다. 주요 위험은 코일링 중에 와이어 끝이 날아가는 것입니다. 특히 높은 생산 속도에서 와이어가 끊어지거나 잘못된 공급이 발생할 때 더욱 그렇습니다. 150~200m/분의 속도로 와이어 끝을 처리하면 심각한 열상이 발생할 수 있습니다. 성형 영역 주변의 밀폐된 보호 장치, 필수 PPE(보안경 및 베임 방지 장갑), 단선 센서에 의해 작동되는 자동 정지 시스템은 최소한의 안전 요구 사항입니다. 스프링 벤딩 기계는 설치 및 조정 중에도 가드를 제거한 상태로 작동해서는 안 됩니다. 이는 부상 위험을 극적으로 증가시키고 스프링 제조 시설에서 발생하는 부상의 주요 원인입니다.

TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
자세히 보기
TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
자세히 보기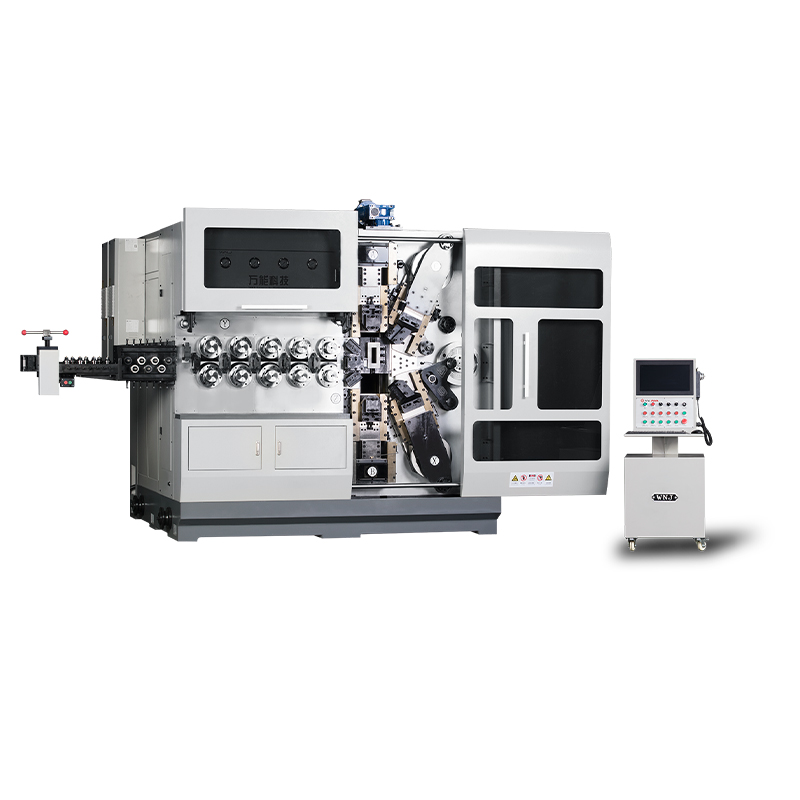





 언어
언어