1. 등온열처리 스프링 기계
직경이 작거나 절단 성능이 충분한 스프링 기계의 경우 등온 열처리를 사용할 수 있으며 이는 공감을 감소시킬 뿐만 아니라 강한 연성을 증가시킬 수 있습니다. 연성의 한계를 높이기 위해서는 등온 열처리 후 다시 담금질을 수행하는 것이 가장 좋습니다. 담금질 온도는 등온 열처리 온도와 동일합니다.
2. 변형 및 템퍼링 처리
변형 및 담금질 및 템퍼링 처리는 강의 변형 강화와 담금질 및 템퍼링 처리를 결합하여 강의 압축 강도와 연성을 전반적으로 향상시킵니다. 변형 및 템퍼링 처리는 고온, 중간 및 부드러운 초저온으로 나눌 수 있습니다. 고온 변형 담금질 및 템퍼링 처리는 안정적인 페라이트로 인한 변형 직후의 열처리이며 단조 또는 열간 압연과 결합될 수도 있습니다. 즉 열간 성형 직후에 열처리가 이루어집니다. 60Si2Mn 강으로 생산된 트롤리 판 스프링은 고온 변형 및 템퍼링 처리(930℃ 열 독립 변수 18%, 오일 담금질)를 거친 후 650℃×3.25분의 고온에서 신속하게 담금질됩니다. 압축 강도와 피로 수명이 모두 크게 향상되었습니다.
3. 스프링 기계는 열처리 및 담금질 후에 이완되어야 합니다.
스프링 기계가 외력을 받아 오랫동안 작동하면 응력 완화로 인해 미세 분석에서 영구(소성 변형) 변형이 발생합니다. 정도가 줄어들어 일반적인 정밀 스프링 기계에서는 허용되지 않습니다. 따라서 이러한 종류의 스프링 기계는 열처리 및 담금질 후에 완화되어야 합니다. 열처리 방법 : 스프링 기계가 작동 중일 때 발생하는 변형보다 변형이 크도록 스프링 기계를 미리로드하십시오. 그런 다음 작동 온도보다 20℃ 높은 기준으로 가열되며 단열은 8~24h입니다.
4. 쇼트 블라스팅 솔루션
스프링 기계는 높은 공정 성능을 요구하며 긁힘, 팽창, 공기 산화 탄화와 같은 표면 결함은 일반적으로 스프링 기계 작동 중에 응력 영역과 피로 및 파열 원인이 됩니다. 쇼트 블라스팅은 이 단계에서 스프링 기계의 공정 성능을 향상시키는 가장 일반적인 방법 중 하나입니다. 미세한 강철 볼을 사용하여 스프링 기계의 표면을 고속으로 분사하고 쇼트 블라스팅을 수행하면 스프링 기계의 가공 성능이 향상될 뿐만 아니라 표면층의 압축 강도가 증가하고 표면이 압축 응력을 받게 되어 스프링 기계의 피로 한계와 수명이 늘어납니다.
5. 초저온 침탄질화
코일 스프링의 경우 담금질과 초저온 탄질화(연질화)의 긴밀한 조합이 선택되어 스프링 기계의 피로 수명과 내식성을 크게 향상시킬 수 있습니다.

TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
See Details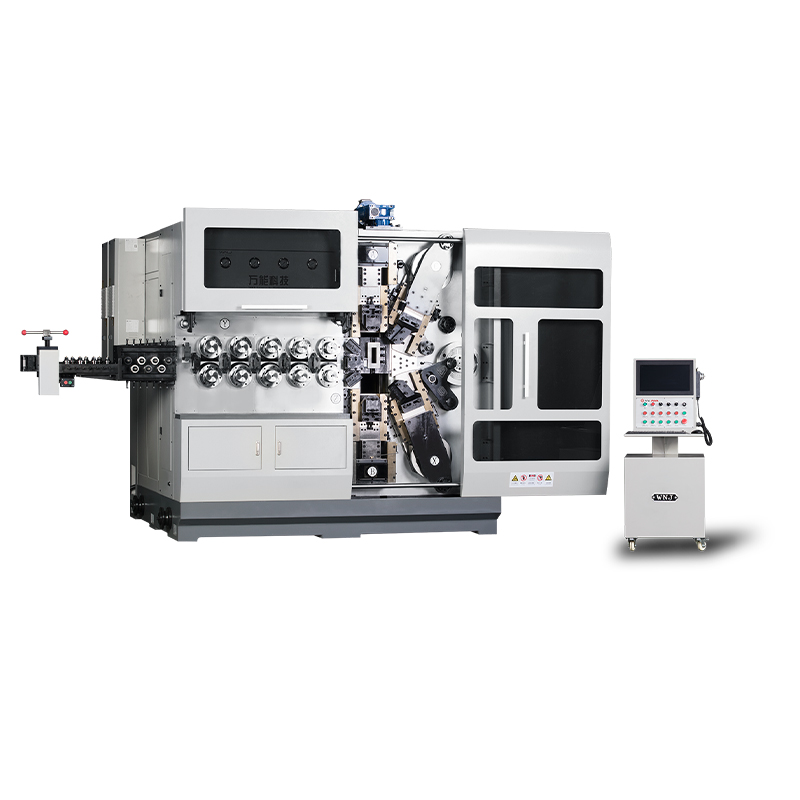
TK12120 TK-12120 12축 CNC 스프링 코일링 기계 ...
See Details




모바일 QR 코드
 Language
Language  中文简体
中文简体

