회전 스프링(보다 정확하게는 토션 스프링이라고 함)은 선형 압축이나 신장이 아닌 각도 편향을 통해 에너지를 저장하고 방출하는 기계 구성 요소입니다. 토크가 가해지면 스프링이 나선형 축을 따라 감기거나 풀리면서 비틀림 각도에 비례하는 복원 모멘트가 생성됩니다. 이는 회전 스프링을 장력 및 압축 스프링과 분리하는 정의적인 특성입니다.
작동 원리는 Hooke의 법칙의 회전 버전을 따릅니다. T = k × θ 여기서 T는 적용된 토크(N·mm 또는 lb·in)이고, k는 스프링율(N·mm/° 또는 lb·in/°)이며, θ는 처짐 각도(도 또는 라디안)입니다. 재료가 탄성 한계 내에서 유지되는 한, 하중이 제거되면 스프링은 자유 위치로 돌아갑니다. 영구 고정이 없고 마찰 및 재료 히스테리시스가 설명하는 것 이상의 에너지 손실이 없습니다.
실용적인 측면에서 이는 회전 스프링이 많은 부하 반환 또는 토크 바이어싱 응용 분야에서 모터, 균형추 또는 공압 실린더를 종종 비용과 무게의 일부만으로 대체할 수 있음을 의미합니다. 자동차, 항공우주, 의료 기기, 가전제품, 산업 기계 분야의 엔지니어들은 회전 스프링이 외부 동력 없이도 예측 가능하고 반복 가능한 토크를 제공하기 때문에 이를 사용하고 있습니다.
모든 회전 스프링이 동일한 방식으로 제작되는 것은 아니며, 용도에 맞지 않는 유형을 선택하면 조기 피로, 잘못된 토크 출력 또는 기계적 간섭이 발생합니다. 네 가지 주요 범주에는 각각 특정 사용 사례에 적합한 형상, 재료 및 생산 방법이 있습니다.
가장 널리 생산되는 회전 스프링 유형입니다. 와이어는 두 개의 다리가 바깥쪽으로 뻗어 있는 나선형으로 감겨 있습니다. 다리에 힘이 가해지면 코일 본체가 비틀림으로 편향됩니다. 나선형 토션 스프링은 빨래집게, 쥐덫, 문 경첩, 자동차 후드 래치 및 산업용 클램프에서 사용됩니다. 와이어 직경은 일반적으로 소형 의료 기기의 경우 0.1mm부터 중장비 산업 분야의 경우 20mm 이상까지 다양합니다. 최신 CNC 스프링 기계는 와이어 성형 모드에서 분당 80개를 초과하는 속도로 이러한 부품을 생산할 수 있으며 다리 각도 공차는 ±1°로 유지됩니다.
반대 방향으로 감겨진 두 개의 코일 섹션이 중심점에 연결되어 스프링이 두 회전 방향 모두에서 토크를 생성할 수 있습니다. 이 구성은 컴팩트한 축 공간 내에서 양방향 하중을 수용해야 하는 정밀 기기 및 균형 메커니즘에서 일반적입니다. 이중 토션 스프링은 제조가 더 복잡하며 일반적으로 고급 다축 기능과 서보 제어 벤딩 헤드를 갖춘 스프링 기계가 필요합니다.
이 스프링은 나선형이 아닌 편평한 나선형으로 감겨 있는 플랫 와이어 스프링입니다. 일반적으로 시계 스프링 또는 파워 스프링이라고 불리는 이 스프링은 손목시계, 접이식 케이블 릴, 안전벨트 견인기 및 항력 액추에이터의 핵심입니다. 나선형 토션 스프링이 저장할 수 있습니다. 단위 부피당 훨씬 더 많은 에너지 동일한 직경의 나선형 토션 스프링보다 공간이 부족하지만 높은 각도 이동이 필요한 경우(때로는 회전 각도가 720°를 초과하는 경우)에 이상적입니다. 플랫 와이어 권선에는 전용 플랫 와이어 공급 시스템과 정밀한 장력 제어 기능을 갖춘 스프링 기계가 필요합니다.
토션 바는 회전 스프링 작용을 제공하기 위해 종축을 따라 비틀어지는 직선 막대입니다. 코일형 설계와 달리 토션 바는 가장 높은 비틀림 강성 대 중량 비율을 제공하며 차량 서스펜션 시스템, 항공기 랜딩 기어 도어 및 대형 산업 메커니즘에 사용됩니다. 일반적인 재료로는 압축 잔류 응력을 도입하고 피로 수명을 연장하기 위해 표면 숏 피닝을 적용한 SAE 5160 및 EN 47과 같은 고합금 스프링 강 등급이 있습니다. 토션 바는 일반적으로 코일링형 스프링 기계에서 생산되지 않습니다. 단조, 열처리, 정밀 연삭 장비가 필요합니다.
첫 번째 프로토타입 반복에서 바로 회전 스프링을 얻으려면 정확한 사양이 필요합니다. 모호한 도면으로 인해 재샘플링 비용이 많이 들고 프로젝트가 지연됩니다. 생산을 위해 스프링 기계를 주문하거나 프로그래밍하기 전에 다음 매개변수를 정의해야 합니다.
| 매개변수 | 정의 | 일반 단위 | 공통 범위 |
|---|---|---|---|
| 와이어 직경(d) | 스프링 와이어의 단면 | mm / 인치 | 0.1 – 25mm |
| 평균 코일 직경(D) | 코일 몸체의 평균 직경 | mm / 인치 | 1 – 300mm |
| 활성 코일 수(Na) | 각도 편향에 기여하는 코일 | – | 2 – 50 |
| 스프링 박동(k) | 단위 각도 편향당 토크 | N·mm/° | 0.001 – 5000 |
| 자유각(θ₀) | 무부하 상태의 다리 사이의 각도 | 도 | 0° – 360° |
| 풍향 | 오른쪽 또는 왼쪽 나선 | – | RH 또는 LH |
| 다리 길이 및 기하학 | 직선형, 후크형, 구부러진형 또는 맞춤형 | mm | 프로젝트별 |
스프링 지수 C = D/d는 관찰해야 할 중요한 비율입니다. 4 미만의 값은 심각한 응력 집중을 생성하고 모든 스프링 기계에서 일관되게 와인딩하기가 매우 어렵습니다. 12보다 큰 값은 유연하고 유연한 스프링을 생성하지만 권선 및 사용 중에 코일 불안정성을 초래합니다. 대부분의 생산 엔지니어는 제조 가능성과 성능의 최상의 균형을 위해 5에서 10 사이의 스프링 지수를 목표로 합니다.
단단히 감긴 스프링의 곡률 효과에 대한 이론적 응력 계산을 수정하려면 Wahl의 수정 계수를 적용해야 합니다. 이것이 없으면 응력 값이 최대 25%까지 과소평가되어 주기적인 응용 분야에서 조기 피로 파손으로 이어질 수 있습니다.

재료 선택에 따라 피로 수명, 내부식성, 작동 온도 범위 및 완성된 스프링 비용이 결정됩니다. 잘못된 재료 선택은 회전 스프링 응용 분야에서 현장 고장의 가장 일반적인 원인 중 하나입니다.
뮤직 와이어(ASTM A228)는 회전 스프링 생산의 주력 제품입니다. 인장강도에 도달하면서 1.0mm 와이어의 경우 2,050MPa , 이는 정적 및 저주기 동적 응용 분야에서 탁월한 피로 성능을 제공합니다. 이는 범용 나선형 토션 스프링에 대한 대부분의 CNC 스프링 기계 설정을 통해 공급되는 기본 재료입니다. 그 한계는 내식성입니다. 코팅되지 않은 음악선은 습한 환경에서 몇 주 내에 녹슬게 됩니다.
부식성 환경(해양 장비, 식품 가공 기계, 의료 기기 또는 실외 하드웨어)의 경우 스테인리스강 등급이 표준 선택입니다. AISI 302는 탄소강에 비해 적당한 가격 프리미엄으로 우수한 내식성을 제공합니다. 316등급은 몰리브덴을 첨가하여 염화물 구멍에 대한 저항력이 뛰어납니다. 석출 경화 17-7 PH 스테인리스는 시효 경화 후 음악선 수준(최대 1,900MPa)에 가까운 인장 강도를 제공하므로 고강도와 내식성을 모두 양립할 수 없는 경우 선호되는 선택입니다. 평판이 좋은 모든 스프링 기계 제조업체는 장비가 과도한 공구 마모 없이 스테인레스 스틸 와이어의 더 높은 가공 경화 속도를 처리할 수 있도록 보장합니다.
크롬-실리콘 합금(SAE 9254)과 크롬-바나듐(SAE 6150)은 작동 온도가 120°C를 초과하거나 매우 높은 피로 주기가 필요할 때 사용됩니다. 예를 들어, 자동차 밸브 스프링은 고온에서도 탄성 계수를 유지하기 때문에 거의 보편적으로 크롬-실리콘 와이어로 만들어집니다. 이러한 합금은 또한 쇼트 피닝(shot-peening)에 특히 잘 반응하여 회전 스프링 피로 수명을 연장할 수 있습니다. 30~50% 역방향 로딩 조건에서.
전기 전도성, 비자성 동작 또는 영하의 온도 성능이 필요한 경우 비철 합금이 개입합니다. 인청동(CuSn8)은 습하거나 약간 부식성이 있는 환경에서 작동하는 커넥터 스프링 및 계기 스프링을 위한 비용 효율적인 옵션입니다. 베릴륨 구리(CuBe2)는 모든 구리 합금 중 가장 높은 피로 강도(석출 경화 후 최대 1,400MPa의 인장 강도)를 제공하며 정밀 테스트 장비, 고주기 계전기 스프링 및 항공우주 센서에 사용됩니다. 가공 및 연삭 중 독성으로 인해 엄격한 공정 제어가 필요합니다.
5등급 티타늄(Ti-6Al-4V)은 내식성이 뛰어나 강철 밀도의 약 절반을 제공하므로 무게가 중요한 항공우주 및 고성능 모터스포츠 회전 스프링 응용 분야에 적합합니다. Inconel 718과 같은 니켈 초합금은 400°C 이상의 온도에서 스프링율을 유지합니다. 이 온도에서는 탄소강과 합금강이 이미 상당한 탄성 계수를 잃었습니다. 이러한 특수 소재는 개당 비용을 크게 증가시키며 초경 또는 경화 공구강으로 만든 특수 스프링 기계 공구가 필요합니다.
회전 스프링을 제조하는 것은 단순히 맨드릴 주위로 와이어를 구부리는 문제가 아닙니다. 형상은 수천 또는 수백만 개의 조각에 걸쳐 일관되게 재현되어야 하며 스프링 비율 공차는 일반적으로 표준 응용 분야의 경우 ±10%, 정밀 부품의 경우 ±5%로 유지됩니다. 이러한 수준의 일관성은 최신 자동화 장비를 통해서만 달성할 수 있습니다.
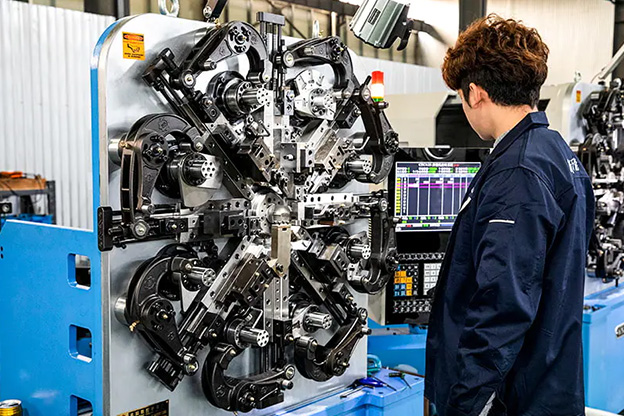
는 CNC 스프링 기계 현대 회전 스프링 생산의 핵심입니다. 구형 캠 구동 기계와 달리 CNC 스프링 기계는 서보 모터와 폐쇄 루프 피드백을 사용하여 모든 굽힘, 절단 및 코일링 축을 독립적으로 제어합니다. 이를 통해 다중 다리 토션 스프링, 접선 다리 끝, 방사형 후크 끝 및 중심 피벗 구성과 같은 복잡한 형상을 소프트웨어로 완전히 프로그래밍하고 30분 이내에 변경할 수 있습니다. Wafios, Simplex, Bamatec 및 Numalliance를 포함한 선도적인 스프링 기계 제조업체는 기하학적 복잡성에 따라 분당 20~150개의 출력 속도로 와이어 직경이 0.1mm~16mm인 기계를 제공합니다.
는 springback phenomenon is the most significant challenge on any spring machine when producing rotational springs. Because the wire attempts to return toward its original straight form after bending, the machine must overbend each feature by a calculated amount to arrive at the correct final angle. Experienced spring machine programmers account for springback based on wire grade, diameter, and coil diameter — a skill that blends engineering calculation with hands-on process knowledge.
는re is an important distinction between a coiling spring machine and a wire forming spring machine. A coiling machine produces the helical coil body efficiently at high speed, but it cannot form complex leg geometries without secondary operations. A CNC wire forming spring machine — also called a multi-slide machine or 3D spring machine — handles both the coiling and all leg-bending operations in a single pass, eliminating secondary tooling costs and the dimensional variability introduced by multi-step handling. For rotational spring applications requiring tight leg-angle tolerances, a full CNC wire forming spring machine is generally the preferred production method.
스프링 기계에서 성형한 후, 하드 드로잉 또는 뮤직 와이어로 만든 회전 스프링은 일반적으로 200°C~250°C 사이의 온도에서 20~30분 동안 응력이 완화됩니다. 이 단계는 재료를 연화시키지 않고 잔류 성형 응력을 줄여 치수 안정성과 피로 수명을 향상시킵니다. 크롬-실리콘 또는 17-7 PH 스테인리스와 같은 어닐링된 합금 와이어로 제작된 스프링은 성형 후 합금에 특정한 온도와 유지 시간에 따라 전체 경화 및 템퍼링 주기를 거칩니다. 정확한 온도 제어가 중요합니다. 과도한 템퍼링은 경도를 감소시키고 스프링 비율을 낮춥니다. ; 과소템퍼링은 초기 균열을 촉진하는 과도한 잔류 응력을 남깁니다.
노출된 강철 회전 스프링은 대부분의 서비스 환경에서 부식됩니다. 일반적인 보호 치료법은 다음과 같습니다.
는 breadth of rotational spring applications reflects how fundamental the need for passive, stored angular energy is across engineering disciplines. The examples below go beyond generic descriptions to show the specific functional requirements each industry demands.
모든 현대 승용차에는 수십 개의 회전 스프링이 포함되어 있습니다. 후드와 트렁크 리드 균형 메커니즘은 사전 로드된 토션 스프링을 사용하여 다음 크기를 제공합니다. 덮개 이동 전체 범위에 걸쳐 거의 중립에 가까운 토크 , 개폐에 필요한 노력을 줄이고 닫는 동안 슬래밍을 방지합니다. 스로틀 리턴 스프링과 페달 리턴 스프링은 IATF 16949를 포함한 자동차 표준이 적용되는 안전에 중요한 구성 요소입니다. 차량의 설계 수명(일반적으로 10년 또는 150,000km 중 먼저 도래하는 기간) 동안 피로 고장이 없음을 입증해야 합니다. 자동차 등급 회전 스프링은 항상 토크 측정 장비를 사용하여 샘플 테스트를 거쳐 생산 라인에 통합된 자동화된 스프링 머신 비전 시스템에서 100% 자유 각도 검사를 거칩니다.
수술 도구, 약물 전달 펜 및 정형외과 도구의 소형 회전 스프링은 엄격한 생체 적합성 요구 사항에 따라 작동합니다. 와이어 직경은 종종 0.3mm 미만으로 떨어집니다. 이러한 구성 요소에 사용되는 스프링 기계는 와이어 공급 장력을 ±0.05N 이내로 유지하여 의료 응용 분야에서 일반적인 ±3% 허용 오차 이상으로 스프링 비율을 이동시키는 코일 피치의 변화를 방지해야 합니다. 재료는 의료용 스테인리스 스틸(AISI 316L 또는 316LVM) 또는 티타늄으로 제한됩니다. 전해연마는 표준 표면 마감으로, 스프링 기계 성형 중에 발생하는 가공 경화된 얇은 층과 미세 균열을 제거하여 피로 저항성과 청결성을 향상시킵니다.
플립폰 힌지, 노트북 화면 멈춤쇠, 카메라 렌즈 메커니즘 및 정밀 측정 기기는 모두 소형 토션 스프링을 사용하며 토크는 뉴턴-밀리미터 단위 이내로 일정해야 합니다. 이 규모에서는 일반적인 와이어 제조업체의 공차 내에서 단 ±0.005mm의 와이어 직경 변화로 측정 가능한 스프링 속도 변화가 발생합니다. 이 정밀도 수준의 스프링 기계 작업자는 표준보다 엄격한 공차로 공급된 와이어를 사용하여 작업하고 모든 생산 배치에서 통계적 공정 제어 차트를 실행합니다. 스위스 시계 이스케이프먼트용 마이크로 토션 스프링은 와이어 직경이 100분의 1밀리미터로 측정되고 자유 각도가 ±0.5°로 제어되는 가장 정밀한 회전 스프링 응용 분야 중 하나입니다.
비행 제어 액추에이터 리턴 스프링, 무기 시스템 무장 메커니즘 및 랜딩 기어 도어 래치는 회전 스프링을 사용하여 -65°C ~ 150°C 이상의 온도 범위에서 안정적인 토크를 제공합니다. 비행에 중요한 응용 분야의 모든 스프링은 로트 번호, 재료 인증서 및 열처리 배치 기록을 통해 개별적으로 추적됩니다. 각 배치를 생산하는 데 사용되는 스프링 기계 프로그램 매개변수와 도구 치수는 AS9100 품질 기록의 일부로 보관됩니다. 새로운 회전 스프링 설계가 비행용으로 승인되기 전에 작동 부하에서 1,000만 주기의 피로 테스트를 수행하는 것이 일반적입니다.
클러치 리턴 스프링, 캠 팔로워 리턴 메커니즘, 공압 밸브 액츄에이터 보조 장치 및 로봇 그리퍼 바이어싱 스프링은 회전 스프링이 매년 수백만 개가 생산되는 대량 산업 응용 분야입니다. 이 규모에서는 원시 와이어 비용과 스프링 기계 출력 속도가 장치 경제성을 직접적으로 좌우합니다. 최신 서보 구동 스프링 기계의 분당 코일 생산성은 일반적으로 동일한 용량의 기존 캠 구동 장비보다 40~60% 더 높으며 이는 대량 생산 시 의미 있는 비용 절감으로 이어집니다. 적시 납품 요구 사항을 지원하기 위해 사전 형성된 스프링의 완충 재고를 유지하는 공급업체와 긴밀한 공급업체 관계 및 포괄적 주문 프로그램이 일반적입니다.

회전 스프링이 실패하는 이유를 이해하는 것은 회전 스프링을 설계하는 방법을 이해하는 것만큼 중요합니다. 대부분의 현장 오류는 예측 가능한 소수의 범주에 속하며, 거의 모든 범주는 올바른 설계, 재료 선택 및 제조 공정 제어를 통해 예방할 수 있습니다.
이는 가장 일반적인 회전 스프링 고장입니다. 비틀림 하중은 와이어 곡률로 인해 코일 내부 표면에 응력을 집중시키며, Wahl의 보정 계수는 증폭을 정량화합니다. 반복적으로 설계 이동 이상으로 과도하게 편향되거나 주기 하중에 대해 과소 지정되는 스프링은 일관되고 예측 가능한 주기 횟수 후에 내부 코일 반경에서 균열이 발생합니다. 예방: 설계 계산에 Wahl의 수정을 적용하고, 도면에 최대 허용 처짐을 명확하게 지정하고, 완성된 스프링을 쇼트 피닝하여 높은 응력 표면에 압축 사전 응력을 도입하는 것을 고려합니다.
회전 스프링이 탄성 한계를 넘어서 하중을 받는 경우(한 번이라도) 코일 몸체는 영구적인 각도 설정을 취하고 스프링은 더 이상 원래의 자유 각도로 돌아오지 않습니다. 토크 출력이 떨어지고 애플리케이션이 최소 토크 수준에 의존하는 경우 기능이 손실됩니다. 이는 설계자가 제조 공차 및 조립 변형을 고려하지 않고 스프링의 이론적 최대 편향각을 사용할 때 가장 자주 발생합니다. 안전한 설계는 작업 편향을 이론상 최대값의 75~80%로 제한합니다. . 공장에서 스프링을 사전 설정하는 것(납품 전에 자유 각도를 안정화하기 위해 의도적으로 최대 편향을 적용하는 것)은 사이클이 높은 응용 분야에 대한 일반적인 완화 방법입니다.
산세척 및 전기도금 공정은 강철 와이어 격자에 원자 수소를 도입합니다. 고강도 스프링 와이어(약 40HRC 이상의 경도)에서 이 수소는 결정립 경계와 응력 집중으로 확산되어 인장 하중 하에서 때때로 도금 공정 후 몇 시간 또는 며칠 후에 취성 파괴가 지연됩니다. 토션 스프링은 스프링이 닫힌 상태에 있을 때 내부 코일 반경이 항상 잔류 인장 응력을 받기 때문에 특히 취약합니다. 올바른 완화 방법은 도금 후 1시간 이내에 최소 4시간 동안 190~220°C에서 도금 후 베이킹하는 것입니다. 최고 강도의 회전 스프링 응용 분야에 대한 수소 취성 위험을 본질적으로 방지하는 아연-니켈 또는 기계적 도금 공정을 고려하십시오.
비틀림의 회전 스프링은 권취됨에 따라 실제로 코일 직경이 감소합니다(밀폐 권선 방향으로 하중을 받는 밀접 권선 오른쪽 스프링의 경우). 코일이 아버나 하우징 보어에 조기에 접촉하면 유효 스프링 비율이 비선형적으로 변경되고 레그 형상이 이동됩니다. 항상 최대 편향 시 감겨진 코일 직경을 계산하고 이를 적절한 간격을 가진 보어 직경과 비교하십시오. 생산 단계에서 스프링 기계 작업자는 폐쇄형 코일 직경이 도면에 지정된 공차 내에 있는지 확인해야 합니다. 이는 첫 번째 제품 검사 중에 자유 각도 및 스프링 비율 측정만 수행하는 경우 쉽게 놓치기 쉬운 점검입니다.
해당 사양에 대해 일관되게 검증할 수 없는 회전 스프링은 단순한 품질 문제가 아니라 책임 위험입니다. 업계에서는 거의 모든 생산 환경에 적용되는 잘 확립된 테스트 및 문서화 표준을 개발했습니다.
하나 또는 두 개의 지정된 각도 위치에서의 토크 측정은 모든 회전 스프링에 대한 기본 승인 테스트입니다. 전용 토션 스프링 테스터는 한쪽 다리에 제어된 회전을 적용하고 다른 쪽 다리는 고정하여 정의된 각도 위치에서 생성된 토크를 읽습니다. 최신 컴퓨터 토크 테스터는 전체 토크 대 각도 곡선을 캡처하여 모든 각도 범위에 걸쳐 스프링율을 계산할 수 있습니다. 자동차 및 항공우주 응용 분야의 경우, 허용 범위를 벗어난 부품에 대한 자동 거부 슈트를 사용하여 스프링 기계 출구 컨베이어에 직접 통합된 100% 토크 테스트가 점차 표준이 되고 있습니다.
자유 각도(토크가 적용되지 않은 두 다리 사이의 각도)는 스프링이 어셈블리에 장착될 때 설치된 예압을 직접적으로 결정합니다. 각도기 게이지 또는 비전 시스템을 사용하여 측정됩니다. 다리 길이와 굽힘 각도는 공차가 엄격한 부품에 대한 광학 비교기 또는 좌표 측정기를 사용하여 검증됩니다. 현대 스프링 기계 제조업체는 생산 속도에서 자유 각도, 코일 직경, 자유 길이 및 다리 형상을 측정하여 허용 오차를 벗어나는 이벤트가 발생하기 전에 드리프트를 표시하는 통합 비전 검사 시스템을 제공합니다.
동적 응용 분야의 경우 샘플 피로 테스트는 정의된 주파수(일반적으로 전동식 피로 장치에서 분당 500~1,500사이클)에서 최소 및 최대 편향 각도 사이에서 스프링을 순환하여 수행됩니다. 필요한 사이클 수는 애플리케이션에 따라 다릅니다. 소비자 제품에는 50,000주기가 필요할 수 있습니다. 자동차 안전 부품은 종종 200만개 이상을 요구합니다. . 고장은 정의된 임계값 미만으로 토크 출력이 파손되거나 떨어지는 것으로 정의됩니다. 안전한 작동 응력 한계를 설정하기 위해 새로운 재료 또는 설계에 대해 S-N 곡선(응력 대 파손 주기)이 생성됩니다.
는 most widely referenced standards governing rotational spring design and testing include:
회전 스프링 생산을 위한 스프링 기계를 선택하려면 현재 생산 요구 사항과 현실적인 미래 요구 사항을 모두 충족하는 기계 기능이 필요합니다. 과소 사양이든 과다 사양이든 잘못된 기계 선택은 기계의 전체 서비스 수명(종종 15~25년) 동안 지속되는 생산성 및 비용 문제를 야기합니다.
일관되게 유지 관리되지 않는 스프링 기계는 체계적인 모니터링 없이는 감지하기 어려운 방식으로 교정에서 벗어나게 됩니다. 회전 스프링 생산 장비의 주요 유지 관리 방법은 다음과 같습니다.
구매자와 조달 엔지니어의 경우 회전 스프링 단가를 결정하는 요인을 이해하면 지능적으로 견적에 도전하고 품질 저하 없이 비용 절감을 위해 공급업체와 협력할 수 있습니다.
| 비용 요인 | 단가에 미치는 영향 | 완화 전략 |
|---|---|---|
| 와이어 재질(합금 등급) | 높음 | 최소 요구 등급을 지정하십시오. 과도하게 지정하지 마십시오 |
| 주문량 | 매우 높음 | 주문을 통합합니다. 콜오프와 함께 총괄 PO 사용 |
| 기하학적 복잡성 | 중간에서 높음 | 기능이 허용하는 경우 다리 형상 단순화 |
| 공차 견고성 | 중간에서 높음 | 정밀도가 중요하지 않은 경우 DIN/ISO 표준 공차를 사용하세요. |
| 표면 마무리 | 낮음에서 중간까지 | 실제 부식 노출 수준에 맞게 코팅 사양을 일치시키세요. |
| 100% 검사 요건 | 중간 | AQL 샘플링이 품질 위험을 충족하는지 평가 |
| 열처리/프리세팅 | 낮음 | 반복 하중이나 치수 안정성이 중요한 경우 포함 |
구매자가 사용할 수 있는 가장 효과적인 비용 절감 수단 중 하나는 허용 오차 합리화입니다. ±3% 스프링 비율 공차를 지정하는 도면은 공급업체가 100% 토크 테스트를 구현하고 공차를 벗어난 부품을 분류하거나 거부하도록 강제합니다. 많은 응용 분야에서 여전히 허용되는 ±8%로 완화하면 AQL 샘플링을 허용하여 검사 비용을 대량으로 60~70% 절감할 수 있습니다. 항상 실제 기능 요구 사항을 추적하여 엄격한 공차에 도전하십시오.
는 terms are used interchangeably in engineering practice. "Torsion spring" is the formal technical term used in design standards and material specifications. "Rotational spring" describes the same component's function — it stores energy through rotation rather than linear displacement. Both terms refer to the same family of spring components.
표준 나선형 토션 스프링은 코일을 닫는(감는) 방향인 한 방향으로만 하중을 받도록 설계되었습니다. 반대 방향으로 하중을 가하면 코일이 열리고 매우 다른 응력 조건이 발생하여 잠재적으로 코일이 분리되고 스프링이 휘어지거나 아버에서 날아가게 됩니다. 양방향 토크의 경우 이중 토션 스프링(반대 방향으로 감긴 두 개의 코일 섹션)이 올바른 솔루션입니다.
풍향은 오른쪽(RH) 또는 왼쪽(LH)으로 지정됩니다. 오른쪽으로 감긴 스프링의 경우 나선은 다리 끝에서 볼 때 시계 방향으로 전진합니다. 올바른 바람 방향은 어셈블리에 스프링이 어떻게 로드되는지에 따라 달라집니다. 즉, 코일을 닫는(감는) 방향으로 하중이 가해져야 합니다. 잘못된 풍향을 지정하는 것은 토션 스프링 도면에서 가장 흔한 오류 중 하나이며 유능한 스프링 기계 운영자 또는 공급업체 엔지니어는 일반적으로 진행하기 전에 모호한 도면을 쿼리합니다.
최소 주문 수량은 공급업체와 스프링 복잡성에 따라 크게 다릅니다. CNC 스프링 기계를 운영하는 작업장의 경우 단순 토션 스프링에 대한 MOQ는 일반적으로 표준 와이어 크기에 대해 500~2,000개입니다. 고정밀 의료용 또는 항공우주 스프링은 높은 설정 및 문서화 비용으로 인해 MOQ가 50~100개 정도로 낮을 수 있습니다. 10~50개의 프로토타입 수량은 상당한 개당 비용 프리미엄으로 전문 공급업체로부터 제공됩니다. 자동차 애플리케이션을 위한 대량 생산 프로그램은 일반적으로 연간 100,000개에서 수백만 개까지 실행됩니다.
는 elastic modulus of spring steel decreases with increasing temperature. For standard carbon steel wire, the modulus drops by approximately 50°C 상승당 2% 실온 이상. 이는 작동 온도가 높아지면 스프링 비율이 떨어지고(스프링이 더 부드러워짐) 의미합니다. 150°C에서 정확한 최소 토크가 필요한 응용 분야에서는 감소된 모듈러스를 염두에 두고 설계해야 합니다. 영하의 온도에서는 계수가 약간 증가하여 스프링이 강화되지만 저탄소강도 취성 파괴에 취약해집니다. 일관된 영하 성능을 위해서는 스테인리스 스틸이나 티타늄이 선호됩니다.
DIN 2088 및 ISO 26909는 모두 토션 스프링 치수에 대한 표준 공차 등급을 제공합니다. 표준 생산 조건에서 자유 각도 공차는 일반적으로 대부분의 와이어 직경에서 ±2°에서 ±5° 사이입니다. 비전이 장착된 스프링 기계에서 100% 광학 검사를 통해 더 엄격한 공차(±1° 이상)를 달성할 수 있지만 상당한 비용이 추가됩니다. 엔지니어링 도면에 필요한 것보다 더 엄격한 값을 지정하기 전에 항상 표준 생산 프로세스가 자연스럽게 달성하는 공차를 공급업체에 확인하세요.

TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
See Details
TK12120 TK-12120 12축 CNC 스프링 코일링 기계 ...
See Details




모바일 QR 코드
 Language
Language  中文简体
中文简体

