

TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
See Details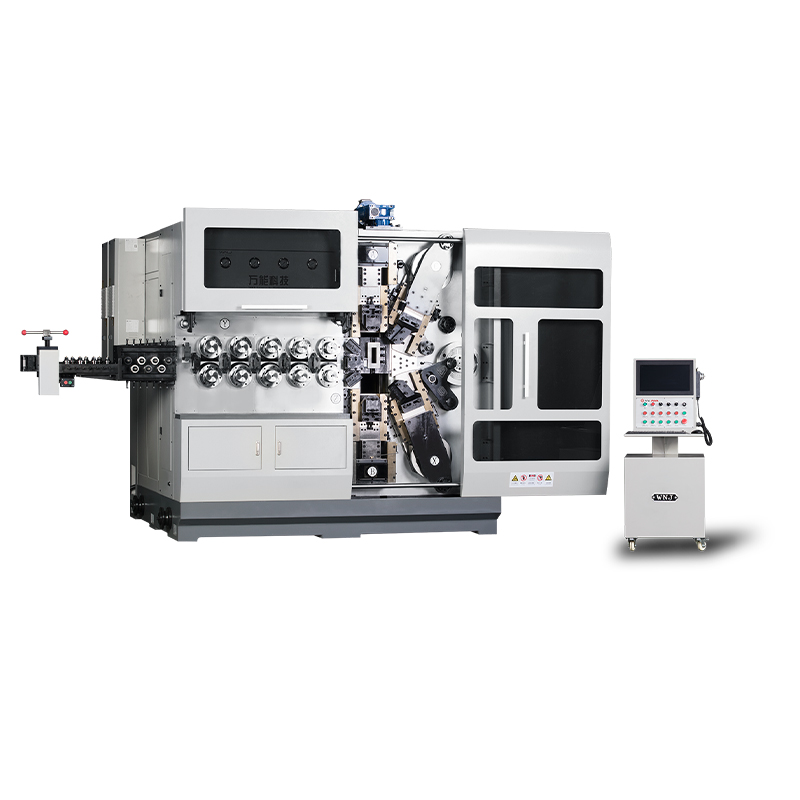
TK12120 TK-12120 12축 CNC 스프링 코일링 기계 ...
See Details




모바일 QR 코드
 Language
Language  中文简体
中文简体

