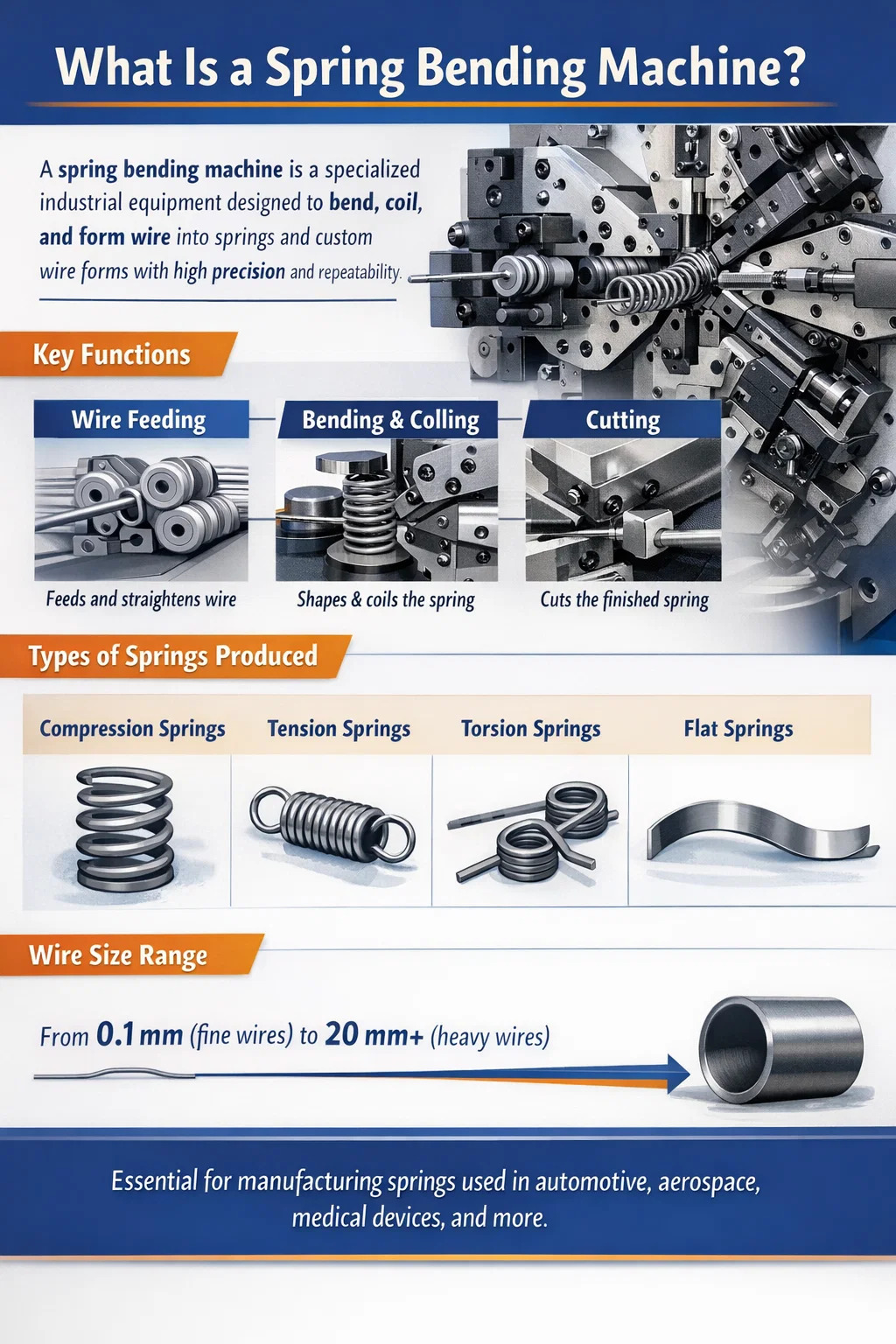
에이 스프링 벤딩 머신 와이어 또는 스트립 재료를 스프링 및 스프링과 유사한 구성 요소로 구부리고, 감고, 형성하도록 설계된 특수 산업용 장비입니다. 공급, 굽힘 및 절단 메커니즘의 조합을 통해 각 스프링의 모양, 피치, 직경 및 끝 구성을 제어합니다. 범용 와이어 성형 기계와 달리 스프링 벤딩 기계는 높은 반복성과 최소한의 수동 개입으로 압축 스프링, 인장 스프링, 비틀림 스프링, 판 스프링 및 맞춤형 모양의 와이어 형태를 생산하는 데 특별히 최적화되었습니다.
스프링 벤딩 머신은 와이어 직경을 매우 미세한 것부터 처리합니다. 0.1mm (정밀 전자 스프링용) 20mm 이상 (중공업용 서스펜션 스프링용) CNC 제어 모델에서 단일 기계는 수백 개의 부품 프로그램을 저장하고 몇 분 안에 스프링 유형 간에 전환할 수 있어 현대 스프링 제조의 초석이 됩니다.
전세계 스프링 제조 산업은 상당합니다. 스프링은 볼펜, 의료 기기부터 자동차 서스펜션, 항공우주 액추에이터에 이르기까지 거의 모든 기계 제품에 사용됩니다. 봄시장의 가치는 100만 달러 이상으로 평가됐다. 2023년 240억 달러 , 스프링 벤딩 기계는 이 결과물의 주요 생산 도구입니다. 이러한 기계가 무엇인지, 어떻게 작동하는지 이해하는 것은 스프링 제조, 조달 또는 엔지니어링 설계에 관련된 모든 사람에게 필수적입니다.
스프링 벤딩 머신의 작동 원리는 세 가지 조화로운 동작에 중점을 둡니다. 와이어 공급, 제어된 굽힘 및 절단 . 이 세 가지 기능은 단일 연속 작업으로 완전한 스프링을 생성하기 위해 정확하게 시간이 지정되고 순서가 지정됩니다. 각 단계의 작동 방식은 다음과 같습니다.
와이어는 코일 스풀(또는 더 무거운 와이어의 경우 직선 바 피더)에서 끌어와 일련의 직선 롤러를 통과합니다. 이 롤러는 와이어 코일에서 자연 곡률("세트")을 제거하여 와이어가 일직선으로 굽힘 영역에 들어가도록 합니다. 교정 장치는 일반적으로 서로 90도 각도로 배열된 두 세트의 롤러로 구성됩니다. 한 세트는 수평면을 교정하고 다른 세트는 수직면을 교정합니다.
에이fter straightening, a pair of servo-driven feed rollers grips the wire and pushes it forward at a controlled speed and length. The feed length determines where each bend will occur relative to the previous one, which directly controls the spring's pitch, body length, and end geometry. In CNC spring bending machines, the feed servo motor is programmed to deliver precise increments — sometimes accurate to 피드 단계당 ±0.01mm .
에이s the wire is fed forward, it contacts bending tools (also called bending fingers, coiling pins, or pitch tools) that deflect it into the desired shape. In coil spring production, the wire is deflected around a coiling point (a hardened steel pin or mandrel) to produce the helical coil. The position of the coiling point relative to the wire path determines the coil diameter. The pitch tool — positioned axially along the wire — controls the spacing between adjacent coils.
벤딩 도구는 서보 모터(CNC 기계) 또는 기계식 캠(캠 유형 기계)으로 구동되는 슬라이드 또는 캠에 장착됩니다. CNC 스프링 벤딩 기계에서 각 벤딩 축은 와이어 공급 사이클 중 어느 지점에서나 임의의 위치로 이동하도록 독립적으로 프로그래밍될 수 있습니다. 이를 통해 기계는 단일 설정으로 가변 피치 스프링, 배럴 모양 스프링, 원추형 스프링 및 복잡한 3D 와이어 형태를 모두 생산할 수 있습니다.
토션 스프링 및 기타 코일이 아닌 형태의 경우 벤딩 핑거는 와이어를 따라 특정 지점에 정확한 각도 굽힘을 적용합니다. 기계는 설정된 길이를 공급하고, 프로그래밍된 각도로 구부리고, 다시 공급하고, 다시 구부리는 작업을 전체 스프링 형상이 완성될 때까지 반복합니다. 굽힘 각도를 다음과 같이 제어할 수 있습니다. ±0.5도 이상 고품질 CNC 기계에서.
프로그래밍된 스프링 형상이 완성되면 절단 메커니즘이 와이어를 절단하여 완성된 스프링을 들어오는 와이어에서 분리합니다. 커터는 일반적으로 캠 또는 서보 축으로 구동되는 경화 강철 블레이드입니다. 기능적 결함을 방지하려면 절단 부분이 깨끗하고 버가 없어야 합니다. 특히 끝 코일이 표면에 편평하게 놓여야 하는 압축 스프링의 경우 더욱 그렇습니다. 일부 기계에는 절단 후 절단 끝부분을 연삭하거나 평평하게 만들어 정밀 압축 스프링에 필요한 폐쇄형 끝단과 연삭 끝단을 생성하는 전용 끝단 성형 스테이션이 포함되어 있습니다.
에이 critical aspect of the spring bending machine's working principle is managing 스프링백 - 굽힘 후 와이어의 탄성 회복. 와이어가 구부러지면 소성(영구) 및 탄성 변형됩니다. 굽힘력이 풀리면 탄성 부분이 회복되어 와이어가 부분적으로 원래 모양으로 되돌아갑니다. 보정하지 않으면 완성된 스프링은 프로그래밍된 것보다 더 큰 직경과 다른 피치를 갖게 됩니다.
스프링백은 와이어 재질(스테인리스강이 연강보다 더 많이 스프링백됨), 와이어 직경, 템퍼 조건 및 굽힘 반경에 따라 달라집니다. CNC 스프링 벤딩 기계는 오버벤딩을 통해 스프링백을 보상합니다. 즉, 계산된 오프셋을 통해 공칭 목표를 넘어서 벤딩 도구 위치를 설정합니다. 고급 기계에서는 자동 스프링백 측정 및 보상 시스템이 이전 일부 부품에서 측정된 스프링 치수를 기반으로 공구 위치를 지속적으로 조정합니다.
스프링 벤딩 머신은 단일 카테고리가 아닙니다. 다양한 스프링 유형, 생산량, 와이어 크기 및 복잡성 수준에 각각 적합한 여러 가지 기계 유형이 있습니다. 올바른 기계 유형을 선택하는 것은 올바르게 프로그래밍하는 것만큼 중요합니다.
캠형 코일링 기계는 대량 스프링 생산에 사용되는 전통적인 장비입니다. 모든 축 이동은 회전하는 캠축에 장착된 기계식 캠에 의해 구동됩니다. 캠은 원하는 스프링 형상을 생성하도록 프로파일링되었으며, 스프링 설계를 변경하려면 캠을 물리적으로 교체하거나 조정해야 합니다. 설정에는 시간이 많이 소요되지만 캠 유형 기계는 매우 빠른 속도로 작동합니다. 일부 모델은 분당 최대 500개의 압축 스프링 — 단일 스프링 설계의 대량 생산에 이상적입니다. 견고하고 안정적이며 유지 관리 비용이 상대적으로 저렴합니다.
CNC(컴퓨터 수치 제어) 스프링 코일링 기계는 기계식 캠을 각 축의 서보 모터로 대체합니다. 각 축(코일 직경, 피치, 이송, 절단)은 터치스크린 컨트롤러를 통해 독립적으로 프로그래밍할 수 있습니다. 하나의 스프링 설계에서 다른 스프링 설계로 변경하는 것은 다른 프로그램을 로드하여 수행되며 기계적 전환이 필요하지 않습니다. CNC 코일링 기계는 일반적으로 4~8개의 CNC 축 압축, 신장 및 가변 피치 스프링을 생산할 수 있습니다. 생산 속도는 스프링 복잡성과 와이어 직경에 따라 분당 30~200개입니다.
종종 CNC 와이어 벤딩 머신 또는 CNC 와이어 포머라고 불리는 이 유형은 와이어를 나선형으로 감는 것이 아니라 3차원으로 와이어를 구부릴 수 있다는 점에서 코일링 기계와 구별됩니다. 와 8~16개 이상의 CNC 축 , 이러한 기계는 특정 암 각도가 있는 토션 스프링, 와이어 클립, 브래킷, 핸들 및 맞춤형 와이어 어셈블리와 같은 복잡한 3D 와이어 형태를 생성할 수 있습니다. 와이어는 어떤 방향으로든 구부릴 수 있고 회전할 수 있으며 거의 모든 모양으로 만들 수 있습니다. 이 기계는 가장 다재다능한 유형이며 맞춤형 스프링 및 와이어 형태 제조에 필수적입니다.
플랫 스프링 벤딩 기계(스트립 성형 기계 또는 플랫 와이어 스프링 기계라고도 함)는 플랫 와이어 또는 금속 스트립을 판 스프링, 플랫 코일 스프링, 시계 스프링 및 스탬핑 성형 플랫 스프링 부품으로 성형하도록 설계되었습니다. 수평 및 수직 평면에서 스트립을 형성하는 프로파일 롤러와 벤딩 다이를 통해 플랫 스트립 재료를 공급합니다. 이 기계는 시계 메인 스프링, 자동차 판 스프링 클립 및 전기 접점 스프링 생산에 광범위하게 사용됩니다.
토션 스프링 기계는 압축되거나 늘어나는 대신 비틀어 에너지를 저장하는 스프링인 토션 스프링 생산에 최적화된 CNC 스프링 벤딩 기계의 특수 변형입니다. 스프링의 다리/팔을 정확한 각도(일반적으로 90°, 180° 또는 사용자 정의 각도)로 구부릴 수 있는 전용 팔 굽힘 도구가 특징입니다. 몸체 코일을 먼저 감은 다음 팔을 구부립니다. 토션 스프링 기계는 다리 길이, 다리 각도 및 코일 방향(오른쪽 또는 왼쪽 권선)을 정밀하게 제어해야 합니다.
| 기계 유형 | 생산되는 스프링 유형 | 일반적인 전선 범위 | 생산 속도 | 전환 |
|---|---|---|---|---|
| 캠형 코일러 | 압축, 확장 | 0.2~8mm | 최대 500ppm | 롱(캠 스왑) |
| CNC 코일링 기계 | 압축, 확장, variable pitch | 0.1~20mm | 30~200ppm | 쇼트(프로그램 로드) |
| CNC 와이어 포머 | 비틀림, 3D 와이어 형태, 맞춤형 | 0.3~12mm | 10~80ppm | 쇼트(프로그램 로드) |
| 플랫 스프링 기계 | 판 스프링, 플랫 코일, 접촉 스프링 | 플랫 스트립 0.1~5mm | 20~150ppm | 중간 |
| 토션 스프링 기계 | 토션 스프링 | 0.2~10mm | 20~120ppm | 쇼트(프로그램 로드) |
각 주요 구성 요소의 역할을 이해하면 작업자가 장비를 올바르게 설정하고 결함을 해결하며 장비를 양호한 상태로 유지하는 데 도움이 됩니다. 대부분의 스프링 벤딩 및 코일링 기계에서 볼 수 있는 핵심 구성 요소는 다음과 같습니다.
스프링 벤딩 기계는 다양한 스프링 유형을 생산할 수 있습니다. 각 유형에는 고유한 형상, 기능 및 제조 요구 사항이 있습니다. 다음은 가장 일반적인 스프링 유형과 제조 방법에 대한 자세한 개요입니다.
압축 스프링은 압축(미는) 힘에 저항하는 개방형 코일 나선형 스프링입니다. 볼펜부터 자동차 밸브 트레인까지 모든 제품에 사용되는 전 세계적으로 가장 일반적으로 생산되는 스프링 유형입니다. 와이어를 일정한 피치로 나선형으로 감아서 생산됩니다. 주요 매개변수에는 자유 길이, 코일 직경(OD 및 ID), 와이어 직경, 활성 코일 수 및 끝 유형(개방형, 폐쇄형, 개방형, 폐쇄형 접지)이 포함됩니다. 폐쇄형 및 접지형 끝 코일링 후 2차 연삭 작업이 필요합니다. 여기서 끝 코일은 디스크 또는 센터리스 그라인더에서 편평하게 연삭되어 안정적인 안착 표면을 제공합니다.
인장 스프링은 인장(당김)력에 저항하는 밀착 코일형 나선형 스프링입니다. 와이어 끝을 루프나 후크로 구부려 부착하는 특수 후크 형성 스테이션이 있는 코일링 기계에서 생산됩니다. 본체 코일은 초기 장력(스프링이 늘어나기 시작하기 전에 극복해야 하는 사전 응력)을 생성하기 위해 제로 피치(코일 접촉)로 감겨 있습니다. 일반적인 후크 유형에는 기계 후크, 독일 후크 및 크로스오버 후크가 포함되며, 각각은 CNC 컨트롤러에 프로그래밍된 특정 굽힘 도구 시퀀스에 의해 형성됩니다.
토션 스프링은 비틀림으로써 회전 에너지를 저장합니다. 두 개의 확장된 팔(다리)이 있는 코일형 본체로 구성됩니다. 스프링은 비틀림 각도에 비례하여 토크를 가합니다. 이는 CNC 와이어 성형 기계 또는 전용 토션 스프링 기계에서 생산되며, 본체가 감겨진 다음 암이 지정된 각도로 구부러집니다. 일반적인 응용 분야에는 빨래집게, 쥐덫, 차고문 균형 시스템 및 정밀 기기가 포함됩니다. 두 팔 사이의 각도, 즉 "비틀림 각도"를 유지해야 합니다. ±1° 이하 정밀 응용 분야용.
플랫 스프링은 원형 와이어가 아닌 플랫 와이어 또는 금속 스트립으로 만들어집니다. 여기에는 판 스프링(차량 서스펜션에 사용됨), 시계 및 파워 스프링(스트립으로 감은 평면 코일 스프링), 캔틸레버 스프링 및 전기 접점 스프링이 포함됩니다. 플랫 스프링 벤딩 기계는 프로파일 롤러와 벤딩 다이를 통해 스트립을 형성합니다. 정밀 판스프링의 두께 공차는 다음과 같이 엄격할 수 있습니다. ±0.01mm 이는 정밀한 스트립 재료와 잘 관리된 기계를 모두 요구합니다.
전통적인 스프링 모양 외에도 CNC 스프링 벤딩 기계, 특히 다축 CNC 와이어 포머는 클립, 고정 링, 브래킷, 핸들, 의료용 가이드와이어, 치과 교정용 와이어 및 복잡한 3D 와이어 어셈블리 등 와이어에서 거의 모든 모양을 생산할 수 있습니다. 이러한 부품은 탄성 에너지를 저장하지 않을 수 있지만(기술적으로는 스프링이 아님) 동일한 피드-벤드-컷 작동 원리를 사용하여 스프링 벤딩 기계에서 생산됩니다.
와이어 재료의 선택은 스프링 성능, 기계 설정 및 필요한 스프링백 보상에 큰 영향을 미칩니다. 재료마다 탄성 계수, 인장 강도, 스프링백 특성이 다릅니다. 스프링 벤딩 기계로 가공되는 가장 일반적인 와이어 재료는 다음과 같습니다.
스프링 벤딩 머신을 올바르게 설정하고 작동하려면 체계적인 접근 방식이 필요합니다. 다음은 새로운 압축 스프링을 생산하기 위해 CNC 스프링 코일링 기계를 설정하는 일반적인 순서입니다.
스프링 엔지니어와 기계 운영자는 기계 설정과 스프링 매개변수 간의 관계를 이해해야 합니다. CNC 스프링 벤딩 기계에서 가장 중요한 스프링 치수를 제어하는 방법은 다음과 같습니다.
| 스프링 매개변수 | 기계 제어 | 달성 가능한 일반적인 공차 | 정확도에 영향을 미치는 주요 요소 |
|---|---|---|---|
| 코일 외경(OD) | 코일링 포인트 위치 | ±0.05~0.2mm | 스프링백, 와이어 직경 변화 |
| 자유로운 길이 | 스프링당 와이어 공급 길이 | ±0.1~0.5mm | 피드 롤러 슬립, 와이어 신장 |
| 피치 | 피치 tool position | ±0.05~0.2mm | 스프링백, 와이어 강성 |
| 코일 수 | 와이어 공급 길이 및 절단 타이밍 | ±0.1~0.5코일 | 컷 타이밍, 피치 일관성 |
| 스프링 레이트 | 간접적으로(OD, 피치, 코일 수) | ±5~10% | 와이어 모듈러스 변화, 모든 형상 |
| 에이rm Angle (Torsion) | 굽힘 도구 각도 | ±0.5~2° | 에이ngular springback, wire hardness |
수동 및 캠 유형 스프링 기계에서 완전 CNC 스프링 벤딩 기계로의 전환은 지난 30년 동안 스프링 제조에 있어 가장 중요한 변화 중 하나였습니다. CNC의 장점은 생산 환경에서 강력하고 잘 문서화되어 있습니다.
잘 설치된 스프링 벤딩 기계라도 공정 조건이 변화하면 결함이 있는 부품이 생성됩니다. 일반적인 결함과 그 근본 원인을 인식하는 것은 품질을 유지하는 데 필수적입니다.
스프링 벤딩 머신 산업에는 상대적으로 소수의 확고한 제조업체가 있으며 대부분 유럽과 아시아에 본사를 두고 있습니다. 업계에서 가장 잘 알려진 이름은 다음과 같습니다.
기계 가격은 기능에 따라 크게 다릅니다. 표준 와이어 크기에 대한 기본 CNC 스프링 코일링 기계는 다음에서 시작할 수 있습니다. USD 30,000–80,000 , 프리미엄 유럽 제조업체의 고급 다축 CNC 와이어 성형 기계는 USD 300,000~500,000 완전히 도구화되고 자동 검사 시스템을 갖춘 경우.
스프링은 가장 보편적으로 사용되는 기계 부품 중 하나입니다. 스프링 벤딩 기계는 다양한 산업 및 제품에 사용되는 스프링 생산을 직접 담당합니다.
스프링 벤딩 머신에는 고속 회전 및 왕복 부품, 고장력 와이어 및 날카로운 절단 도구가 포함됩니다. 적절한 안전 관행은 작업자를 보호하고 장비 신뢰성을 유지합니다.

TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
See Details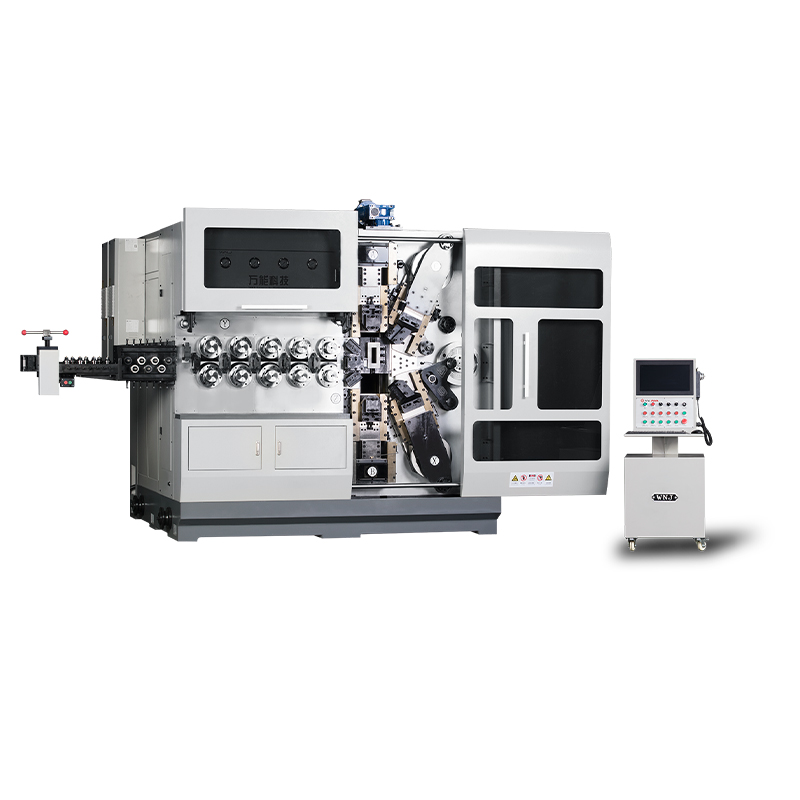
TK12120 TK-12120 12축 CNC 스프링 코일링 기계 ...
See Details




모바일 QR 코드
 Language
Language  中文简体
中文简体

