캠샤프트가 없는 스프링 기계 교정 메커니즘, 공급 메커니즘, 감소 메커니즘, 피치 작동 메커니즘 및 분리 메커니즘의 다섯 부분으로 나눌 수 있습니다.
1. 학교 직접 조직:
교정 장치의 위치는 재료 랙과 공급 롤러 사이입니다. 이는 교정 롤러 2세트로 구성됩니다. 교정 시스템 소프트웨어의 목적은 스테인레스 스틸 와이어의 원래 굽힘 변형을 제거하는 것입니다. 곧게 펴고 나면 곧게 펴질 수 있습니다. 성형된 기계장비에 있어서 코일스프링의 정밀도를 높이는 것이 편리하다.
2. 급식 조직:
피딩 메커니즘은 두 쌍 또는 두 쌍의 피딩 휠에 의존하여 스테인레스 스틸 와이어를 고정하는 장치이며, 피딩 휠의 회전으로 스테인레스 스틸 와이어가 평행하게 전진하도록 구동됩니다. 팬 모양의 불완전 웜기어 변속기로 이송축 장부에 있는 변속기 기어를 사용합니다. 상부 롤러와 하부 롤러의 속도비는 동일하지만 회전 방향이 반대입니다. 피드 휠은 7일 동안 회전합니다. 피드의 길이는 피드 휠의 직경입니다. 스프링의 길이는 피드 휠의 회전 수에 따라 결정됩니다. 부채꼴 불완전 전달 기어의 잇수는 피드 휠의 회전 수입니다(실제 계수표 참조).
3. 환원기관 :
직경 감소 메커니즘은 스프링이 감길 때 스프링 직경의 작동 메커니즘을 말합니다. 이는 2개의 이젝터 로드와 드라이버 이젝터 로드의 축소 캠샤프트로 구성됩니다.
원통형 스프링을 제조할 때 스프링의 와이어 워킹은 변하지 않습니다. 두 개의 이젝터 로드를 반대 위치로 조정하면 스프링의 외부 직경이 일치하므로 두 개의 이젝터 로드 위치는 변경되지 않습니다.
볼록형, 절두형 콘스프링, 탑바 등의 가변직경 스프링을 제작할 때 앞, 뒤, 왼쪽, 오른쪽 앵커볼트를 풀어서 이젝터 로드를 공구 테이블에서 앞뒤로 후퇴시켜 스프링의 외부 휨을 변화시킬 수 있습니다. 샤프트 드라이브 이젝터 로드는 다양한 감소 스프링을 생산한다는 목표를 초과합니다.
4. 피치 직경 변경 기관:
피치 직경 변경 메커니즘은 스프링 피치 직경을 조작하는 메커니즘입니다. 기계에는 두 가지 메커니즘이 있습니다.
(1) 피치나이프와 가변피치 캠샤프트로 구성됩니다. 가변 캠축은 작동 스프링의 합리적인 회전 수이며 피치 커터 아래의 앵커 볼트는 스프링 높이-폭 비율을 조정합니다.
(2) 캠축 구동 시스템 크랭크축은 피치 커터를 장비 내부에서 분리할 수 있게 하며, 피치가 큰 스프링이 더 강하게 추정됩니다.
5. 조직 연결을 끊습니다.
분리 메커니즘은 스테인레스 스틸 와이어를 권선 및 성형 후 분리할 때 스프링의 최종 생산 및 가공 자세입니다. 단선은 칼날과 코어에 따라 진행됩니다.


TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
See Details
TK-13200, TK-7230 TK-13200, TK-7230 12축 CNC 스프링 코일링 기계 ...
See Details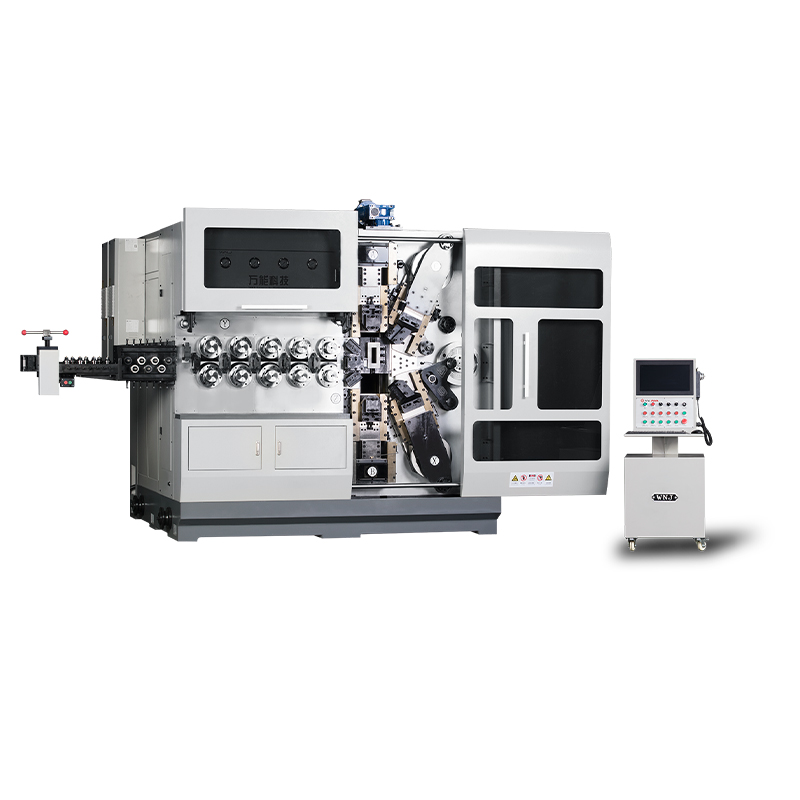
TK12120 TK-12120 12축 CNC 스프링 코일링 기계 ...
See Details




모바일 QR 코드
 Language
Language  中文简体
中文简体

